 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Үй
>
Өнімдер > Пластикалық тұрмыстық бөлшектерге арналған қалып
>
Дөңгелек бақша пластикалық үстелдік қалып
Өнімдер
- Тұрмыстық техникаға арналған үлкен қалып
- Кішкентай тұрмыстық техникаға арналған қалып
- Пластикалық тұрмыстық бөлшектерге арналған қалып
- Пластикалық медициналық құрал-жабдықтың қалыпы
- Кеңсе нысандарының пластиктен жасалған пішіні
- Пластикалық автомобиль бөлшектерінің қалыптары
- Пластикалық мотоцикл бөлшектеріне арналған қалып
- Үй жануарлары өнімдеріне арналған қалып
- Орындықтың пластик пішіні
- Пластикалық өнеркәсіптік бөлшектердің қалыптары
- Пластикалық қорап инъекциялық қалып
- Балаларға арналған пластиктен жасалған бұйымдар
- Пластикалық жұқа қабырғалы қалып
- PET Preform және қақпақ қалып
- Құбырға арналған пластикалық қалып
- Пластикалық өнімдер
- Басқа қалыптар






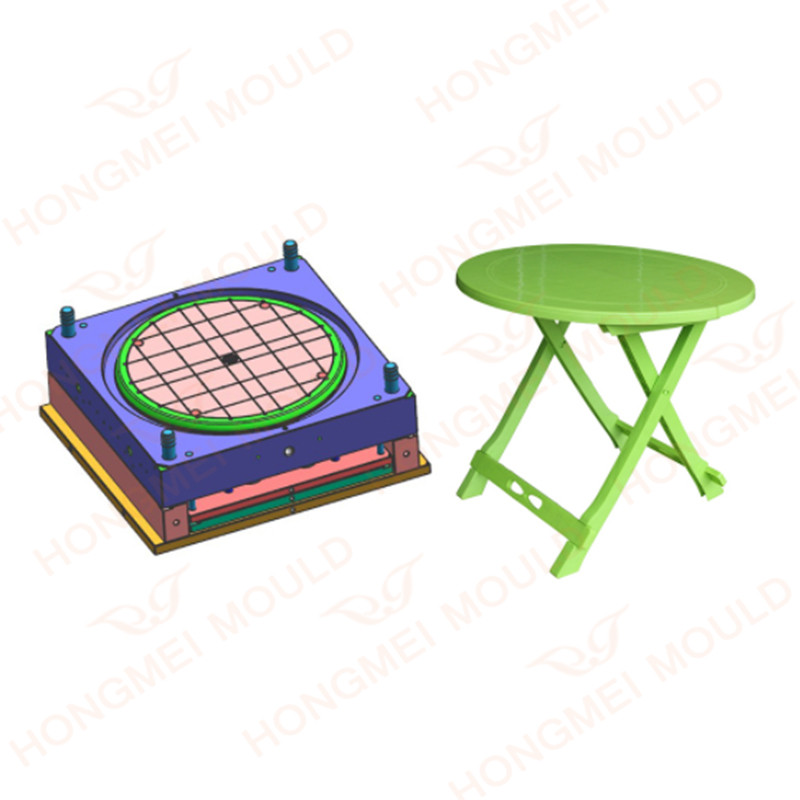
Дөңгелек бақша пластикалық үстелдік қалып
Кәсіби өндіруші ретінде біз сізге жоғары сапалы дөңгелек бақша пластикалық үстел қалыбын ұсынғымыз келеді. Біз сізге сатылымнан кейінгі ең жақсы қызмет пен уақтылы жеткізуді ұсынамыз. Пластикалық инъекциялық үстелдің қалыпында 3 қалып, үстелдің аяғы, үстел аяғының қақпағы және үстел тақтасы бар, Дөңгелек бақша пластикалық үстел қалыбы, біз өндіру үшін ыстық жүгіргіш пен 718 қалып болатын қолданамыз. .
Сұрау жіберу
Өнім Сипаттамасы
Кәсіби өндіруші ретінде біз сізге жоғары сапалы дөңгелек бақша пластикалық үстел қалыбын ұсынғымыз келеді. Біз сізге сатудан кейінгі ең жақсы қызмет пен уақтылы жеткізуді ұсынамыз.
Дөңгелек бақша пластикалық үстел пішінінің ерекшелігі
Шикізат: PP
Қалып болат: 718
Қалып негізі: 45#
Жүгіруші: ыстық жүгіруші үлкен қақпа
Шығару: стриптизер
Қалыптың қызмет ету мерзімі: 500 000 ату
Жеткізу мерзімі: 75 жұмыс күні
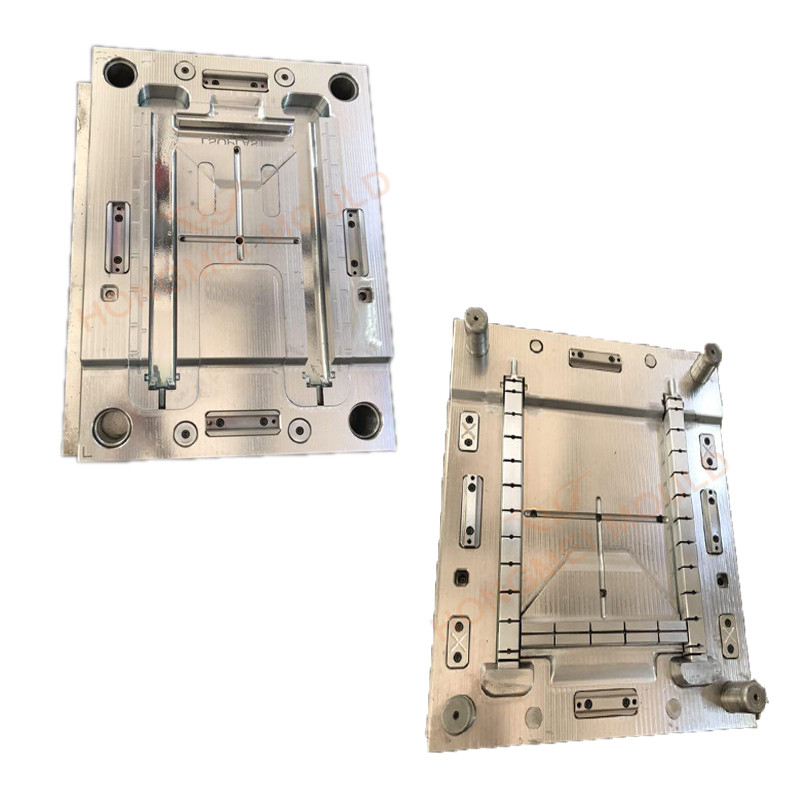
Біздің Hongmei компаниясының бұл қалып жасау процесі
Hongmei Mold әдетте сіздің өнімдеріңізге сәйкес қалыптарды жасау үшін ең қолайлы болатты таңдайдыДөңгелек бақша пластикалық үстелдік қалып, біздің компания 500000 ату кепілдік мерзімі бар 718 болатты ұсынады. Қалыптың дизайнын жасамас бұрын, оның тепе-теңдігі бар-жоғын тексеру үшін өнімді талдаймыз. Аяқ пішіні үшін негізгі бөлікті жылжыту үшін май цилиндрін пайдалану керек, себебі аяқтың ішіндегі өнім қуыс. Дәл құрал жабдықтары және қатаң өлшемді бақылау арқылы сынақ үлгілерінің сыртқы түрі мен фитингтері қалыпты сынаудан кейін жақсы болады және біз қысқа мерзімде қалыпты сізге жеткізе аламыз. Біздің компания жүгіру жүйесі мен салқындату жүйесінің дизайнына назар аударады, біз тұтынушыларымыздан жақсы кері байланыс бар жақсы ыстық жүгіргіш брендін қолданамыз, ыстық жүгіру жүйесі жақсы толтырылады. Сонымен қатар, біздің салқындату желілері ең үлкен салқындату әсеріне қол жеткізу үшін өнімді қалыптау орнына жақын жобаланады. ЖобалаймызДөңгелек бақша пластикалық үстелдік қалыпқұрылғы параметріне сәйкес келу үшін. Егер сіз 3D қалып дизайнын аша алмасаңыз, бізде қалып туралы есеп бар, сіз қалып өлшемін, салқындату сызығының диаметрін және т.б. тексеру үшін пішін есебін көре аласыз.
Дөңгелек үстелдің пластмасса пішінінің дизайн принципі
1. Дизайн негізі
* Өлшем дәлдігі және оның салыстырмалы өлшемі
Пластмассадан жасалған бұйымдардың бүкіл бұйымының нақты талаптары мен функцияларына сәйкес оның сыртқы сапасы мен нақты өлшемі қай түрге жататынын анықтау үшін: сыртқы түрі сапасына қойылатын талаптар жоғарырақ, өлшем дәлдігіне қойылатын талаптар ойыншықтар сияқты пластикалық бұйымдар төмен; Функционалды пластмасса бұйымдары, қатаң өлшем талаптары; Сыртқы түрі мен өлшемі бойынша қатаң талап етілетін камералар сияқты пластикалық өнімдер.
* Сызғыштың еңісі орынды ма
Қалыптан шығару еңісі пластмасса бұйымдарының құйылуы мен сапасына тікелей байланысты, яғни айдау процесіне, айдауды бірқалыпты жүргізуге бола ма; қалыптан шығару еңісі жеткілікті; пластмассадан жасалған бұйымдарға кесу немесе бөлу бетін қалыптау кезінде еңіс; сыртқы көріністің дәлдігіне және қабырға қалыңдығының өлшеміне әсер ете ме; пластмасса бұйымдарының бір бөлігінің беріктігіне әсер ете ме.

2. Жобалау процедуралары
Пластикалық бұйымдардың сызбасын және қатты (қатты үлгіні) талдау және қорыту:
* Бұйымның геометриясы
* Өлшемдер, рұқсаттар және дизайн көрсеткіштері
* Техникалық талаптар
* Пластмассаның атауы мен маркасы
* Бетке қойылатын талаптар
* Қуыс саны және қуыстың орналасуы
* Өнімнің салмағы және инъекциялық машинаның инъекция көлемі
* Өнімнің болжамды ауданы және бүрку машинасының қысқыш күші
* Қалып өлшемі және инъекциялық машинаны орнату қалыпының тиімді ауданы (немесе инъекциялық машинаның тарту штангасының арасындағы қашықтық)
* Өнімнің дәлдігі, түсі
* Өнімдерде бүйірлік өзектер бар ма және оларды өңдеу әдістері
Қуыс саны анықталды, содан кейін қуыстың орналасуына, қуыстың орналасуына, қуыстың орналасуына байланыстыДөңгелек бақша пластикалық үстелдік қалыпөлшемі, ысырмалық жүйенің конструкциясы, ысырма жүйесінің балансы, өзек тартатын сырғытпаның конструкциясы) мекемелер, кірістіру және керннің конструкциясы, жылу алмасу жүйесінің конструкциясы, осы мәселелер мен бөлу беті және таңдау қақпаның орналасуына байланысты, сондықтан нақты дизайн процесінде мінсіз дизайнға қол жеткізу үшін қажетті түзетулер енгізу.

3. Бөлу бетін анықтау
Бұл сыртқы түріне әсер етпейді. Өнімдердің дәлдігін қамтамасыз ету, қалыптарды өңдеу, әсіресе қуысты өңдеу.
Бұл құю жүйесінің, сору жүйесінің және салқындату жүйесінің дизайнына қолайлы.
Матрицаны ашу кезінде бұйымдардың қозғалатын штамптың жағында қалуын қамтамасыз ету үшін матрицаны ашу (бөлу, қалыптау) қолайлы.
Металл блоктарды орналастыруды жеңілдету.
4. Құю жүйесін жобалау
Құю жүйесінің конструкциясы негізгі ағын арнасын таңдауды, жүгіртпе бөлігінің пішіні мен өлшемін анықтауды, қақпаның орналасуын, қақпа пішінін таңдауды және қақпа қимасының өлшемін анықтауды қамтиды.
Қақпа жүйесін жобалау кезінде алдымен қақпаның орны таңдалады.
Қақпа орнын таңдау өнімнің қалыптау сапасына және айдаудың тегіс процесіне тікелей байланысты. Қақпаның орнын таңдау келесі принциптерге сәйкес болуы керек:
* Қақпаның орналасуын жеңілдету үшін мүмкіндігінше қоштасу бетінде таңдау керек Дөңгелек бақша пластикалық үстелдік қалып қақпаны тазалауды өңдеу және пайдалану
* Қақпа орны мен қуыстың әрбір бөлігі арасындағы қашықтық мүмкіндігінше сәйкес болуы керек, ал құралдың ағыны ең қысқа болуы керек.
* Қақпаның орналасуы тегіс пластик ағынын жеңілдету үшін қуысқа, кең, қалың қабырға бөліктеріндегі қуысқа пластик ағынын қамтамасыз етуі керек.
* Қақпа позициясы пластмасса бөлшектердің ең қалың бөлігінде ашылуы керек
* Пластмассаның қуыстың барлық бөліктеріне мүмкіндігінше тез ағып кетуі үшін қуыс қабырғасына, өзекшеге немесе қондырмаға тікелей инъекциядан аулақ болыңыз, бұл қуысты төмен қарай ағып жатқанда, өзек немесе кірістіру деформациясын болдырмаңыз.
* Дәнекерлеу таңбаларын шығаратын өнімдерден аулақ болуға тырысыңыз немесе өнімде дәнекерлеу белгілерін маңызды бөлшектер емес етіп жасаңыз;
Қақпаның орналасуы мен пластиктің түсу бағыты пластик ағынының қуысқа параллельді бағыты бойынша біркелкі түсуі және қуыста газдың шығуына қолайлы болуы керек.
* Қақпаны өнімнің сыртқы түріне мүмкіндігінше әсер етпей, оңай шешілетін бөлігіне қою керек.
5. Шығару жүйесінің конструкциясы
Шығару жүйесі өнімнің қалыптау сапасын қамтамасыз етуде маңызды рөл атқарады.
Шығару саңылауын пайдаланып, шығару ұясы әдетте қуыс соңында толтырылған бөлікте орналасады. Шығару саңылауының тереңдігі әртүрлі пластмассаларда өзгереді және негізінен фланецсіз пластмассадан рұқсат етілген максималды саңылаумен анықталады, мысалы, ABS0,04 гипстен 0,02 мм және болаттан 0,02 төмен.
Шығару үшін негізгі кірістіру итергіш штангасының фитингтік саңылауды немесе арнайы сорғыш тығынын пайдаланыңыз; Кейде өнімдердің вакуумдық деформациядан туындаған лақтырылуын болдырмау үшін газ түйреуіштерін орнату керек; Кейде антивакуумды адсорбция компоненттері өнімдер мен модульдердің вакуумдық адсорбциясын болдырмауға арналған.
6. Салқындату жүйесін жобалау
Салқындату жүйесінің дизайны күрделі жұмыс болып табылады, ол салқындату әсерін және салқындату біркелкілігін және салқындату жүйесінің жалпы құрылымға әсерін ескеруі керек.Дөңгелек бақша пластикалық үстелдік қалып.

7. Мыналарды қосыңыз:
* Салқындату жүйесінің орналасуы және салқындату жүйесінің ерекше формасы
* Салқындату жүйесінің нақты орны мен өлшемін анықтау
* Жылжымалы қалып немесе салқындатқыш кірістіру сияқты негізгі бөліктер
* Бүйірлік сырғытпаларды және бүйірлік өзектерді салқындату
* Салқындату элементтерін жобалау және салқындату стандартты элементтерін таңдау
* Тығыздау құрылымының дизайны
Шағын MOQ бар инъекциялық қалыптау өнімдеріне шағын тапсырыстарды қабылдаңыз.
6 аға инженер, 5 дизайнер, 50 тәжірибеліДөңгелек бақша пластикалық үстелдік қалыптапсырыс беру процесін мүмкіндігінше тиімді басқаруды қамтамасыз ету үшін жұмысшылар.
Қалыптың нақты құрылымы, қалып циклінің уақытын қысқарту, қалыптың қызмет ету мерзімін ұзарту - білікті қалыптардың соңғы мақсаты.
Біздің тиімді қарым-қатынасымыз бен жұмысымыз тұтынушылардың сұраныстарын қанағаттандыра алады және ұтысқа ие ұзақ мерзімді ынтымақтастықты дамытады.
Hongmei әрқашан сіздің сенімді жеткізуші бола алады.
Маған хабарласыңыз

Hot Tags: Дөңгелек бақша пластик үстелінің пішіні, Қытай, теңшелген, сапа, сән, жаңа стиль, ыстық сатылым, танымал, арзан, сатып алу, соңғы сатылым, көтерме, ең жаңа, төмен баға, зауыт, Қытайда жасалған, баға, өндірушілер, жеткізушілер, OEM, ODM, уақытында жеткізу, тегін үлгі
Өнім тегі
Сұрау жіберу
Сұрауыңызды төмендегі формада қалдырыңыз. Біз сізге 24 сағат ішінде жауап береміз.








X
Біз cookie файлдарын сізге жақсырақ шолу тәжірибесін ұсыну, сайт трафигін талдау және мазмұнды жекелендіру үшін пайдаланамыз. Осы сайтты пайдалану арқылы сіз cookie файлдарын пайдалануымызға келісесіз.
Құпиялылық саясаты